
����һƪ���g�����������҂��ѽ����Ҵ��½�B���⇊Ϳ�����ۺ��۽Ӻ۵�������ô���ģ��@ƪ���¾͞��ҽ�Bһ�¸����۽Ӻۺ����۵ăɷN��Ҫ������
��һ�N����ָ���������ˇ�������X�w���ӹ���Ҏ�����@ʯ�y���淴���w������yƬ����ϵ��ΑB���Ķ������˿͑���ʹ���^���Ќ����Ƭ�����Ҫ���F�Ƽ��o���ۡ�

��һ�N�ǏĬF�е�CMP/F���������ϡ�ģ�ߡ���ˇ�ͽY�������w���ց�����ˇ�Լ�ģ���{����
�����ϣ����������͵��⇊Ϳ�߹�o����ע�ܳ��ͼ��g���ڲ��Ϸ���Ҳ������Ҫ���w��ԭ���ϵĸ��ơ���
�� ���ϵ������ԑ��^�ߣ��Ա���õĸ���ģ�߱��桢���ͼ��м������۽Ӿ���
�� ���ϵğ᷀����Ҫ�ã����a���]�l��e�nj���ȼ�����ϣ�����͟��Լ��p�ٓ]�l��ɷ�ֹ���gģ���p�ٮaƷ������F�Įa��
�� ���ϱ����Ĺ�ɶ�Ҫ��
�� �����Ѓ������g�Ժ�һ���Ą��ԣ���ͨ�^�aƷ��Ҫ��ĵ���yԇ���������ܜyԇ
ģ���ϣ����߹�ע�ܳ��ͣ���ģ���x���Ϗ��OӋ��䓲��x�õ�ģ�ӹ���Ҫ����ͨģ���������ߵ�Ҫ��
�� ģ���OӋ����Ҫ���]�ߜ��OӋ��
�m��ˮ·�OӋ�����bƥ�������
�� ˮ����_�����伱�ᣬ��ʹģ�ߜضȾ���
�� ������/��������ϵ�y��������������M�z���������r������yG1��ע���_ʼ�r̎�ڴ��_��B��G2��G3��ע��1.6 s���_�����������۽Ӿ��ķֲ�����߱��^�|��
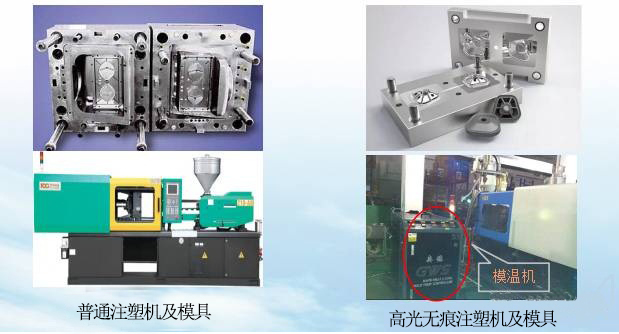
��ˇ�ϣ������伱��ע�ܹ�ˇ��
���伱����ͼ��g�ַQ֮��߹�o��ע�ܣ���ͨ�^���伱���O����ע��ǰ�ӟ�ģ��,��ģ�ؿ������������ϵIJ������ض�����,ע�ܽY�����ٿ��ٽ���ģ����픳��ض�,�dz����^����ģ�ؿ�׃�ij���ˇ��ԓ���ͷ�ʽ�����˟����������ڸߏ��B�µĹ�������,����Ч����������Ʒ�ı���ȱ��,���ۺϾ�����Ƥ����y�ȡ����ڳ��͜ض��^��,���ͺ��ܼ�����ֲڶ��^��Ҏ���ͺá�

�Y��ƪ��
1���M���p�ٿ��Y��
2������̎�^�ȽǜpС��ȡ���_��̎�_�A��
3���M�z�ڼӌ���������z��׃�������z��
4�������Ś�ϵ�y�����Ͼ�
5��ͨ�^�Y���ϵ��OӋ���۽Ӻ����۱Ƶ������@̎������߅������


(��һ���M���⇊ͿС����
���Ğ���ʢ�²��ϡ����⇊Ϳ���ϹپWԭ���l����
�D�dՈע����̎����ʢ�²ġ����⇊Ϳ���ϹپW��http://m.dxlh.com.cn/��
��ʢ�����̳ǣ�https://hongshengcm.1688.com/
��ʢ���M�ᾀ��400 0033 818



![]()

�ھ���ͨ��Ո�c���ھ���ԃ
��ԃ�ᾀ��
86-0760-22137738
400-6268-168
�ͷ�qq��
3021792330
