���ڌ��߹⡢���w�k�W�⇊Ϳ���ϣ�PP��PP�ͺϡ�ABS��ABS/PC�Ͻ�ABS/PMMA�Ͻ𣩲����к������Ľ��ٷۣ��ڂ��y��ע�ܹ�ˇ��ģ���ڎ�ʮ�ȕr���п����ϼ��Ͷ��c�M�z��ģ����ע������^���У�ǰ�˵��⇊Ϳ�����z�wһ·;�����ģо�ضȝu�ͣ�Ȼ���څR��̎���ڽ��R���⇊Ϳ���������z�w��ض��^���ҜضȲ������a�����۽Y����
��ʢ�²��@һƪ�͞��ҽ�Bһ�¸߹�o��ע��ģ���OӋ�Ď״�Ҫ�أ�
һ���߹�o��ע�ܵ�ԭ��
1.�ض��^��ģ�߳��͌��ض�Ҫ���^��(һ���80��-130������)����ע���D�뱣���������sˮ��ʹģ�ߜضȽ���60-70�档�^�ߵ�ģ���±������������ڜp�p�۽Ӿ������ۡ��aƷ�ȑ�����ȱ�ݡ����ģ���ڹ����r���M�мӟ�̎�������˷�ֹ�����pʧ��ͨ�������ڶ�ģ�ȼӸ���塣
2.ģǻ���汣�ֹ���(һ����R��2�������)�߹�ģ�����a���ĮaƷ����ֱ�������b�C(�b��)���o�����κα���̎�����������ģ��䓲ļ����z���ϵ�Ҫ�ܸߡ�
3.������ϵ�y�ğᇊ���^��ÿ���ᇊ����Ҫ��������Ъ����Ě����ͨ�^늴��y���r�g�^������M�ІΪ����ƣ����F�֕r�M�z���Ķ��_�����Ɯp�p�۽Ӻ۵�Ŀ�ģ����Ʒ�ʽ���s��
4.�ӟ᷽ʽģ�ӟ�ķ�ʽͨ����ˮ����(��ˮ)�ӟ��늟��(��)�ӟ�ɷN��ˮ����(��ˮ)�ӟ᷽ʽ��ͨ�^�ض��ĜؿؙC��ע���^���нoģ��ݔ������(��ˮ)���Ķ�ʹģ�߿�������;��ע���������ˮ��sģ�ߣ�ʹģ�߿��ٽ��ء�늼ӟ�ķ�ʽ�cˮ�ӟ�ؿؙC����ԭ������һ�ӵģ����ǟ�Դ��һ�ӣ�늼ӟ��Ƕ�����Դ��ˮ�ӟ���������Դ����ԭ����f늼ӟ���Դ�p���٣������ʸߡ�����Ч��á�ʹ�÷��㡢�����f�������ƽ��(��)�aƷ߀�Dz���늼ӟ᷽ʽ���ݡ�
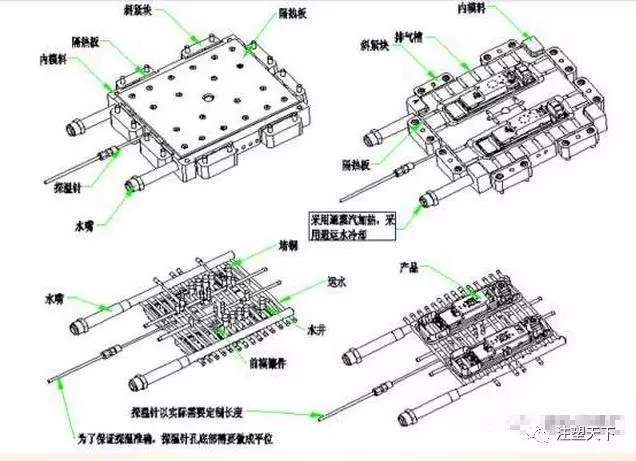
�D ˮ�����ӟ�
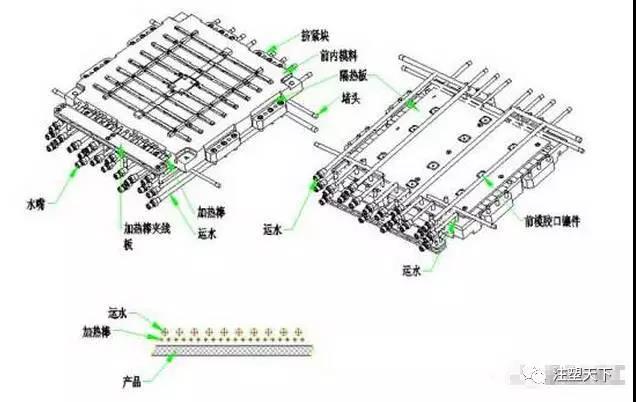
�D �ӟ���ӟ�
����ģ�߲���
1.�aƷ������ͨҪ���ģ�߲��Ͽ��ã�NK80(�ձ���ͬ)��;
2.�߹�Ҫ������x�ã�S136H(���)��CEANA1(�ձ�)��;
3.NK80�ɲ��ô��̎��;S136H���ڴּӹ�������52��;CEANA1������42���Ҳ����Ҫ���̎��(���h�ô�䓲ģ���Ӱ푺��m�ӹ���Ą�);
4.������ƝƷ����Ҳ�в��e���x��CPM40/GEST80

�D �߹�ģ��
����ģ��ˮ���OӋ
1.ˮ������С�OӋˮ������5-6mm��С�Ŀ�;ˮ����1/8��3/8����(ģ�߂�)����һ����3/4Ӣ���ݼy(��ʽ�ӷ�);�ܼ������ò��P䓹�;�F���҂��ij�һ�Mһ�����������^��������ģ�߃ȣ��ӿڲ�������DN25�B�ӣ��@�ӟ��ܓp���٣��������㡢�ӿڷ��㡣
2.�aƷ���OӋˮ��һ���x�aƷ��һ���x��5-6mm;�x���ˌ�ģ�����ؕr�g��Ӱ푣��xС�ˌ�ģ�ߵď�����Ӱ푡�ˮ��ƽ�ЮaƷ���Ҫƽ�����Ų�(ԭ�|���g15mm�Ⱦ��x�ֲ�)���ż���OӋ�ڃ�ˮ�����g�������50mm���ϣ������^ȥ100mm��ҕģ�߶��Y�����`�����ա�ÿ��ģ��PT100��һ��һ�ģ��������Ĝʴ_�ȣ���Ҫ�����嵽ģ����ǻģ�ʃȣ������Թ̶����������B��ģ����ȣ����B�ӵ��ؿؙC�����ϡ�
3.ģ��ˮ�����^�OӋģ��ˮ�����^��Ҫ�OӋ��ģ�����ȶ˻��ȶ�;������(վ��һ��)�����S��ˮ���M���ڻ�ˮ���Ų�������������ќ������a�ˆT����ӛ!
4.ģ���M��ˮ���OӋģ���M��ˮ��̎���÷������OӋ��ˮ��ģ�ߜؿؙCϵ�yֻ��һ�Mһ���ӿڣ��Ԝp���^���ˮ���B�ӣ��p�ٟ��ܲ���Ҫ�ēp��;���_�����ܵ�Ŀ�ġ��Ҳ��y������ø����z���p�@�����ص����á�
5.ģ�ߵ�ʩ����ģ�ߵ�ʩ����(��Ҫ�Ŀ�)��Ҫ�ö��^�������_����©��©ˮ�������������~�£�Ȼ�������F�Ⱥ������ߜ��z�ܷ�;�߹�ģ�ߌ���sˮ�����Ų����^�v��(ˮ��ģ��ˮ���ǹ��õ�)���õ�ˮ���Ų����H���Դ�����ע��Ч�ʣ������ڸ��ƮaƷ�|������Ҳ����Ҫ���á��߹�ģ�ߵ�ˮ�����HҪ�������Ҫ���(Ҫ�����Ĕ���)��
�@�ӌ�ģ�����ؾͺܿ�;ͬ�r�����ü��Lˮ��ֱ�ӌ�ģо�\ˮ�������������ܷ�Ȧ���@�ӿɷ�ֹģ���L���ڸߜ������I����ʹ�ܷ�Ȧ�ϻ���Ҳ�ɽ����S��ģ�ߵľS�ɱ���ֵ��һ����ǣ��߹�ģ�ߵ��\ˮ��Ҫ�����ߜز���(250��)���y�ܡ�
�߉�1.6Mpa�IJ��y�ܣ��Է�ֹ�ߜظ߉���ˮ�ܱ��ѡ����ڈA�ͮaƷ���íh���\ˮ;�����L�l�ήaƷ����ƽ���\ˮˮ�������ڸ߶�����ĮaƷ����ˮ����ʽ;���ڮ��ήaƷ�����c�aƷ����һ�������S�\ˮ��ʽ��
�ġ�ģ�߸���ϵ�y
1.ģ���о�OӋģ�߶�ģ�о���ģ�о����Ҫ�����Ϳ�̎��;ģ���c�оҪ��һ�����g϶(ҕģ�߲��ϵğ���Ûϵ��������1mm)����ֹģ����Û���Ԝp��ģо��ģ��Ľ��|�棬����ʹ���ܓp�Ĝp�p;ģо�cģ����i������б��ʽ��������Ʒ�ʽ��ǰ�˲��ø���Ч�����@�ķۉm��֬����������(��ʯ�ް�)��
2.ģ���OӋģ���c�о��Ԕ���Y����ģ�����sˮ�dz���Ҫ�����ֹģ���еğ��܂���ģ��Ҫ�ڿ�������λ�ã������Ų�һȦ�\ˮ
3.�����OӋ�����\�Ӳ�λ�M���ܲ���ʯī���ϻ��߰ь���ǰ�˱ܿ�̎�������ֻ̎Ҫ���C25mm�L�Ⱦ������

(��һ���M���⇊ͿС����
�����D�d�ԾW�j
����߀�����¸߹�o��ע��ģ���OӋҪ�ص���ƪ����ƪ��ӛ���PעŶ��



![]()

�ھ���ͨ��Ո�c���ھ���ԃ
��ԃ�ᾀ��
86-0760-22137738
400-6268-168
�ͷ�qq��
3021792330
